






关于解决Mach3画圆问题方案
1.在使用XHC MOTION CARD mach3专用卡,用MACH3加工圆或方形工件时,许多客户会遇到各种加工方面的问题.感觉无从下手,无法解决.在此成都芯合成科技给出解决方案.希望能解决客户的问题.
2.MACH3在加工时,内部采用梯形加速算法,这和维宏等其它CNC软件采用S加速算法不同.导致在加工方面和维宏有很多不同的地方。而客户总把加工出来的工件和维宏比较,当MACH3参数没有设置好,加工的工件效果就要比维宏差.因此客户就放弃了MACH3。实际上只要参数设置合理,出图的G代码没有问题.MACH3加工出的工件是非常棒的.
3.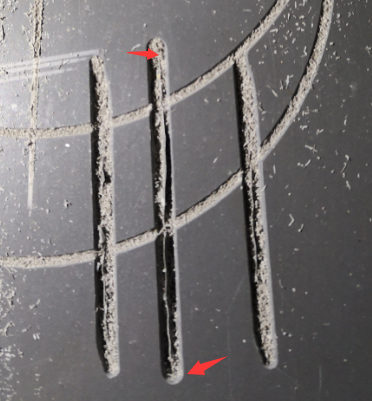
在图中红色标记的切槽,是参数设好时加工图.其它两个是参数没有设对时的加工图.可以看出,当参数设好后,MACH3加工的效果跟没有设好时比,明显改善!
3.MACH3相关参数设置
1. 加工模式
在MACH3 General Logic Configuration (Config -> General Config...) .设置->总体设置中.
有MACH3加工模式选择.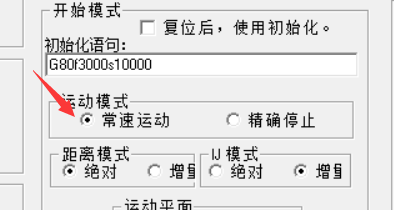
常速:指在加工中保持恒定的速度加工。
精确停止:是指加工加时保证精度,在拐角或画圆时,会减速甚至停止来维持加工精度.因此加工精确停止会加工很缓慢.常速加工会更快。通常会选择常速模式.
2.CV 控制
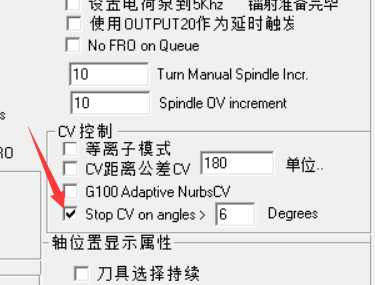
在常速模式时,CV控制很重要.当CV角度过大,如180度时,就会把方角切成圆角。因此当方角切成圆时,把CV角度设小成6-12度。这样将控制MACH3在大于6度时自动减速来保证方角加工.
但是通常此值设为90度.通过CV距离共同控制拐角.
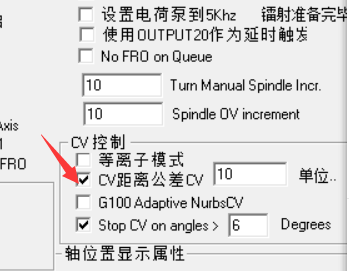
4.CV距离:是指MACH3在进入圆角时,控制圆角加工的长度.如果此值为10mm.加工的圆角会控制在周长10mm长度。如果此越大,如180.那加工的圆角将很大。同时加工速度也很快.
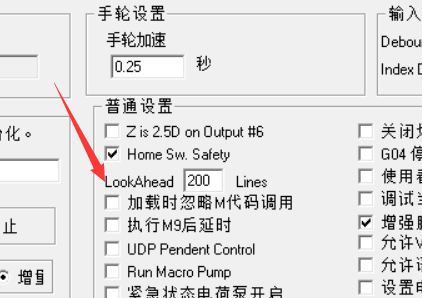
5.Look ahead:
Mach3 算法的超前预读G代码的行数.通常设为200.最大为1000.如果设小了,可能检测不到加工中的角度变化。从而导致MACH3 CV 控制失效.
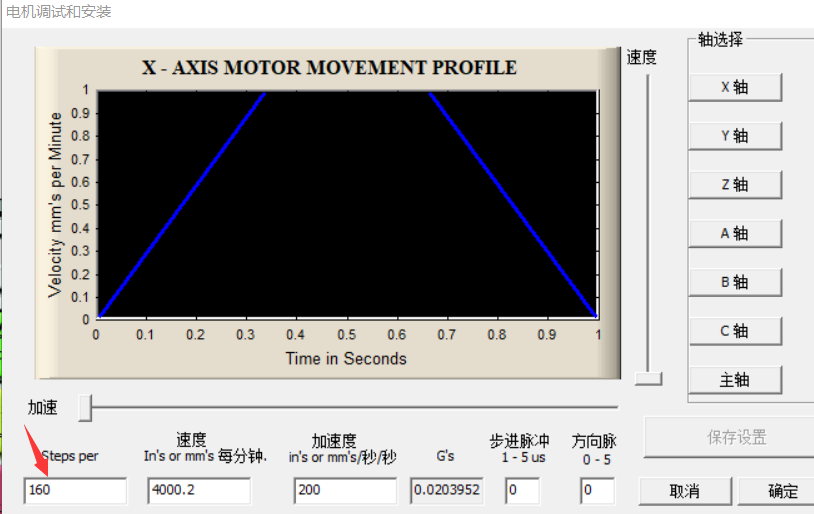
6.内核速度

在设置->端口针脚中.核心速度.此速度要与电机所设的最大HZ速度相一致.如
X轴电机速度为4000,加速度为200.脉冲当量为160.则X电机输出HZ速度为:
4000/60*160=10666~=10kHZ.那么设内核速度为25000HZ就够了.有时你虽然设了很大的速度,可MACH3输出不了这样速度。加工会减慢.同时这里加速度也会影响线段圆加工时的速度.当加速度越大,加工时保持的恒速度也会更快.但是加速度的调节要依据电机的性能来设。否则会丢步.通常是步进电机的速度/20.伺服电机在步进电机加速度的基础上可以乘3-5倍.
7.出图
尽量用ARTCAM出图.精雕的出图在MACH3上需要诺诚转换.当转换时,加工的效果当然就不能保证.
成都芯合成科技
2019.11.05

